M a n u f a c t u r i n g p r o c e s s
製 造 工 程
技術
製品ができるまで






01 原料
-
計量・放射線チェック
集められた原料の鉄スクラップは、トラックごとに計量され、同時に放射能検知器によって放射線をチェックします。
-
鉄スクラップ(原料)の分別・配合
鉄スクラップは、品種や形状毎に検収した後に分別され、原料ヤードに降ろされます。その後、独自の配合比率により、配合された鉄スクラップをバスケットに積込み、台車によって製鋼工場へと搬送されます。
02 製鋼






溶解・精錬・出鋼
スクラップは、電気炉に投入されます。
40t電気炉を2基保有する当社は、電気炉を交互に稼働することにより、短納期、多品種、小ロットなど、細かなオーダーに、フレキシブルに対応できるなど、様々なメリットを有しています。また、電気炉の操作、制御の簡素化を図り、少人省力化を実現しています。
電気炉では、精錬作業を全て炉内で行い、JIS規格よりもさらに厳しい社内規格をクリアした高品質な鋼の生産に努めています。
電気炉で生成された溶鋼は取鍋に出鋼され、バブリング場へ搬送してバブリング工程により溶鋼温度の均一化や溶融介在物を除去し、さらに安定した溶鋼となります。
取鍋は隣接する連続鋳造建屋に搬送され、ビレット(鋼塊)と呼ばれる半製品製造工程に移ります。
連続鋳造
溶鋼は、取鍋からタンディッシュへと注入され、連続鋳造機にて鋳造されます。大量の冷却水により、溶鋼は固められ、スプレーゾーンで冷却され鋼塊(ビレット)に変わります。溶鋼から鉄、液体から固体へと変化する瞬間です。
ここで使用する岐阜の高品質な水が、表層の美しい製品を生み出し、当社製品のアイデンティティーとなっています。
当社の連続鋳造機は日立製。3ストランドダウンカット方式で切断しています。ビレットは、130mm角の2mをベースに切断され、圧延する製品サイズによって変更ができ、ムダのないビレットを供給することができます。
03 圧延




加熱炉
ビレットは、温度を下げることなく、直接、圧延加熱炉へと挿入されます。加熱炉は、ビレットの温度管理を徹底し、重油原単位とエネルギー効率を最大限に引き出す制御を行っています。ビレットは、加熱炉から抽出された後、粗ロール圧延工程へと進みます。
粗ロール
タンデム圧延機により熱間圧延され、強靭な鋼へと変わっていきます。
中間仕上げロール
中間仕上げロールは、コンパクトな敷地を最大限活かすS字レイアウトとなっており、製品のサイズによって、16ロールから20ロールの圧延を経て製品となり、冷却床へと流れていきます。
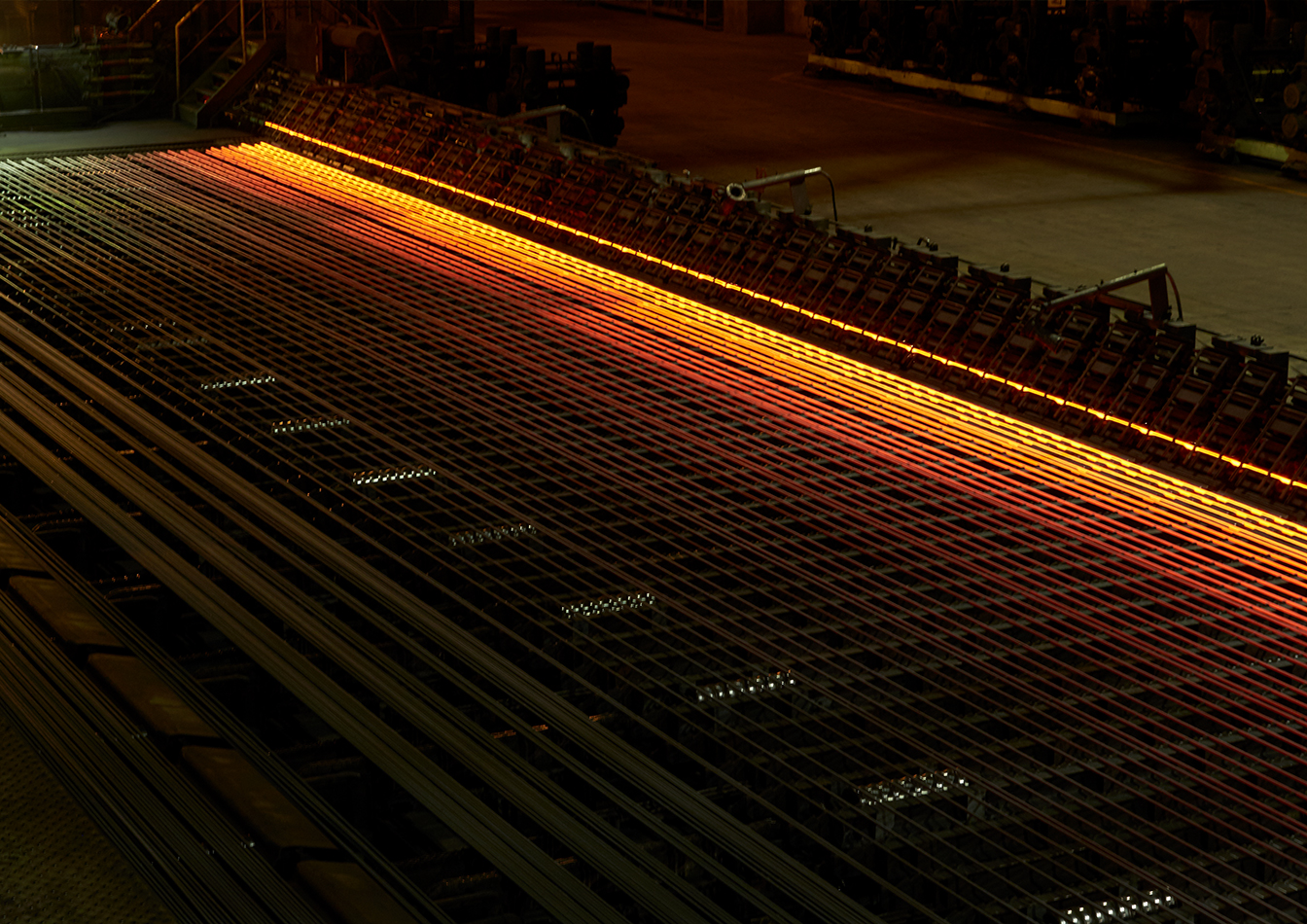
冷却
表面疵検出装置が設置してあり、製品の小さな疵まで発見します。
製品は、全長50mの冷却床にて空冷却し、直線性を保持します。
仕上げ温度約1,000度から、搬送時には300度近辺まで空冷却され、精整検査ラインへと搬送されます。
04 製品
-
切断・検定ライン・結束
製品サイズは、お客様のオーダーによって3.5m~12.0mまでの長さに切断されます。
製品は表面疵検出装置で疵を検出し取り除きますが、さらに、検定ラインにて、全ての製品目視検査を行い、万全の品質管理体制を敷いています。
検定後の製品は、計数機によって本数チェックして結束されます。スタッカー方式にて、製品の直線性をしっかり保持し、荷姿を美しくしています。
一つひとつのロットはQRコードで管理され製品ヤードへと搬送されます。 -
製品ヤード・出荷
製品ヤードでは、各サイズ、長さ別に保管され、出荷時の正確性、作業性向上に努めています。
製品は、積込指示書によって迅速かつ確実に積載され、出荷検査と最終計量チェックを受けた後、ユーザーの元へと届けられます。
ロールマーク
当社製品の特長
直線性が優れている為、曲げ加工に最適です。また、表面は滑らかで、節の角がしっかり出ているのが、当社製品の特長です。
曲げても折れない、軟鉄への探求
鉄の特性を引き出す各々のプロセスで、どう精度を上げるか、日々、技術的なチャレンジをしています。